We’re in a new space age.
Advances in technology and a pioneer’s mindset together drive breathtaking space missions that will park rovers on asteroids and land humans on Mars.
None of that is possible without the essential ground support systems that handle the complex cocktail that is liquid rocket fuel.
Engineers from NASA had this in mind when they approached specialty contractors about building next-generation process piping skids for the Liquid Fueling Facility (LFF) at the agency’s Wallops Island launch site.
An unmanned resupply mission to the International Space Station (ISS) would depend on timely delivery of these crucial piping systems.

Building the skids
The need for a fueling station arose when NASA began subcontracting its supply deliveries to the ISS. After visiting our fabrication facility in Northern Virginia, it was clear to the LFF engineers that High Purity Systems was an ideal partner for fabrication and installation of the process piping skids, which were the first of their kind ever to be installed on the east coast.
You don’t just pour gasoline into a rocket. Fueling these vehicles requires some seriously complex equipment capable of handling super-cooled liquid gases.
In this case, the project called for fabrication and installation of 14 skids, each performing a critical function prior to launch:
- Rocket propellant conditioning
- Rocket propellant fill service
- Rocket propellant purge pressurization
- Rocket propellant flow control
- Liquid oxygen purge
- Liquid oxygen fill service
- Liquid oxygen flow control
- Liquid nitrogen vaporizer control
- Liquid nitrogen vaporizer
- Liquid nitrogen fill service
- Gaseous helium intensifier
- Gaseous helium & gaseous nitrogen supply control
- Gaseous helium transfer
- Gaseous nitrogen supply control

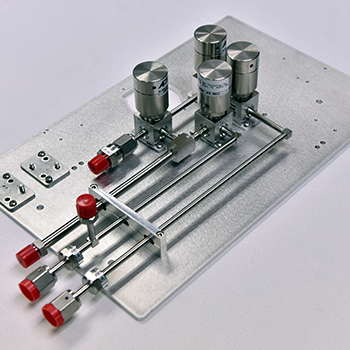
We designed the skids with job-specific specialty components according to precise specifications for operation in severe weather and harsh operational conditions.
Some of the skids were as big as eight feet wide by 22 feet long and the frames were assembled with structural steel. Then, they were hot dip galvanized to ensure maximum corrosion resistance. To cut down on conductive electrolysis, we machined and installed micarta laminate sheets as standoffs between the steel supports and the stainless steel piping.
When you’re that close to the ocean, anything less than maximum corrosion protection would have been inadequate.
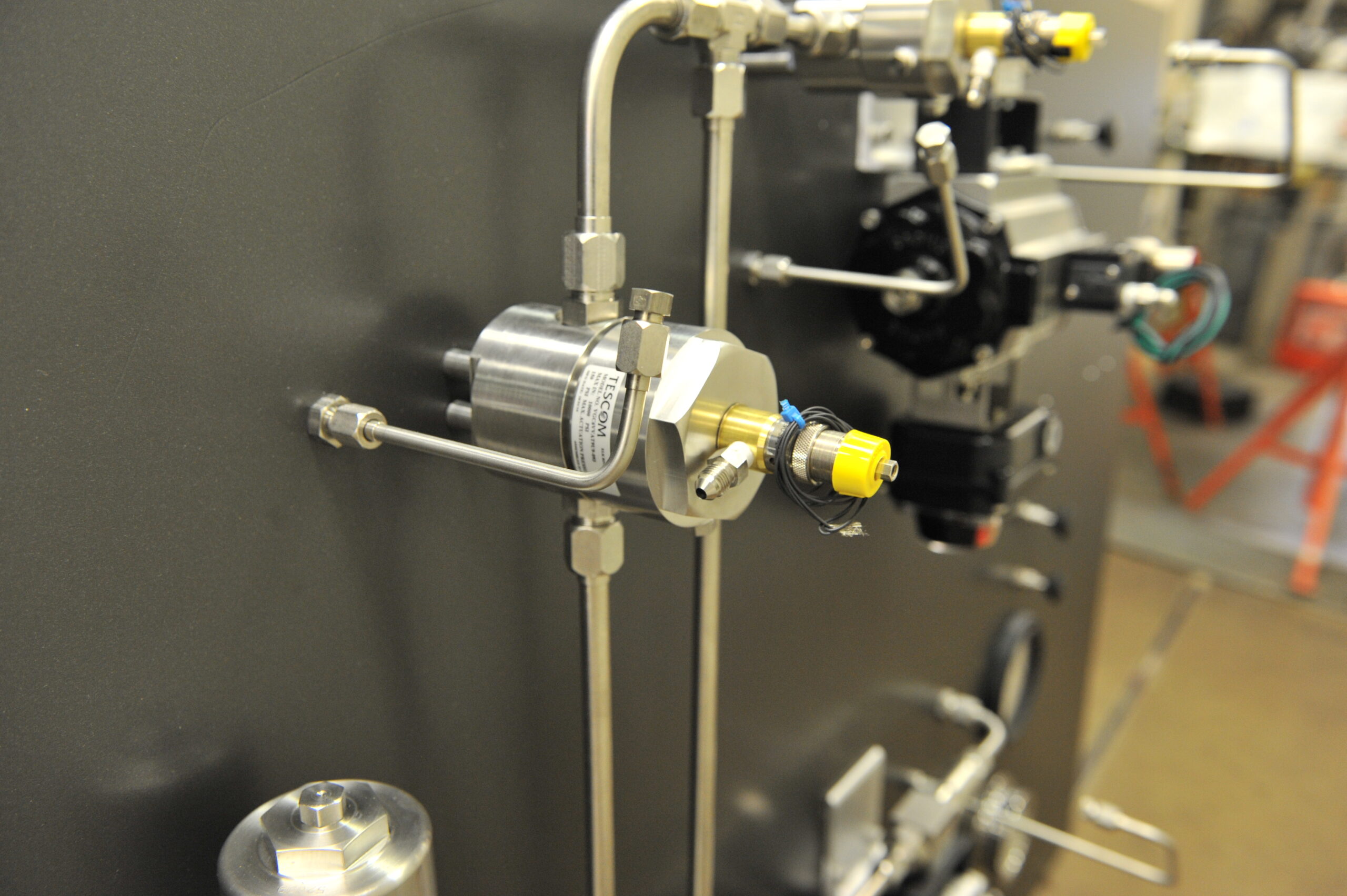
Each skid had at least one inlet and outlet. Some were equipped with more than one of each. From the inlet flange, the stainless steel pipe system meandered through a series of valves, regulators, flow meters and specialty equipment to meet the outlet flange. Planted over top of the main piping was a system of hangers for more tubing. The ¼” and ½” tubing was bent, flared, routed, and rose together before splitting off to go to its final connection point.
We used some of the tubing to pipe out pneumatic controllers on valves and other tubing to supply pressure to gauges and flow-indicators. Each skid was a cleanly designed, efficient stainless maze. Once we finished the piping, electricians mounted switch boxes and finally installed safety shut-offs and indicator lights.
The crews had to pay close attention to detail to adhere to welding codes. The typical process piping code — ASME B31.1 — was in play, as was ASME B31.3 severe cyclic criteria. Meeting B31.3 requirements was mission-critical due to the extreme temperature fluctuations the system would endure.
Stainless piping in fuel skids goes from ambient temperature to the -100s of degrees Fahrenheit in a matter of seconds as super-cooled liquefied gas transits through the lines.
We took extreme care to guarantee that each weld would perform reliably for the life of the system. The project utilized equipment including TIG welders, tube and pipe flaring equipment, and our mandrel pipe bender.
Mandrel pipe bending was an unsung hero on this project, as we explain below.
Flexible construction kept the project on track
We knew from the start that we’d have to contend with two main challenges.
First, our customer’s ambitious project schedule meant we needed to find ways to streamline construction.
Second, heavy reliance on specialty stainless steel components added long lead times to the equation. Very few manufacturers make these components to begin with; none keeps a ready inventory.
To address these challenges, we chose to stage the materials for all 14 skids in our fabrication shop at once to build the systems concurrently. This allowed our crews to always gain ground on the job even if some specialty components had not been delivered. Staging in this way meant that delays resulting from longer component lead times never rippled outward.
Minimize construction risks with off-site piping fabrication
Reduce risk, lower cost and guarantee the highest quality work with off-site piping fabrication.

The fact that much of this work took place in a shop setting was also instrumental. Unless there’s no way to avoid welding or other construction operations in the field, shop fabrication should be any contractor’s priority. It’s faster, safer, more predictable and less costly.
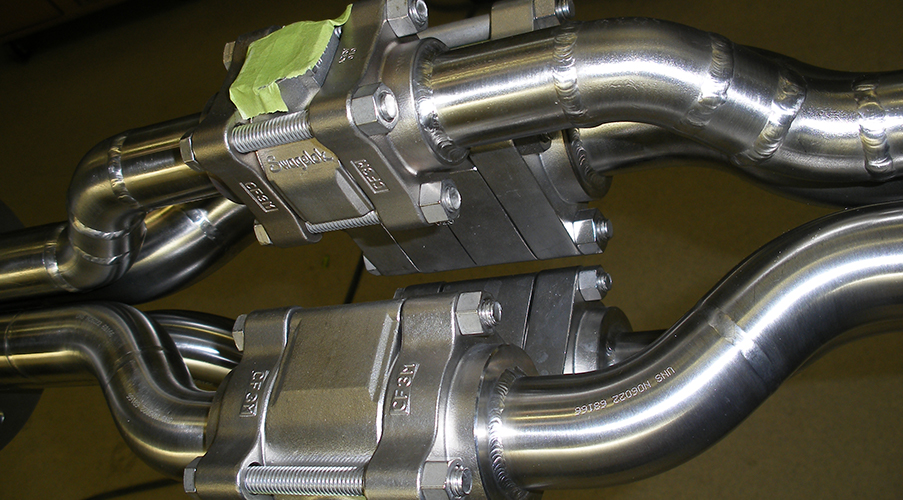
Smart employment of the mandrel bender allowed our crews to reduce the total number of welds on certain skids by about 60%. That resulted in these benefits:
- Inside surfaces of piping are smoother when mandrel-bent compared to welding
- The effort and expense of radiographic inspection and attending documentation was reduced
- Bending is faster than welding, so labor hours were reduced
Planning ahead to execute concurrent shop staging and using the techniques described above gave us a leg up compared to others bidding on the job. We estimated project completion many weeks earlier than the next closest bidder. This strategy also gave us the flexibility to adjust on the fly if long lead material was expedited or delayed in production as all skids were placed in a dedicated area of the shop until final completion.
Mosquitos? Yep.
On the topic of flexibility, site crews did not anticipate a minor but noteworthy challenge during system installation at the launch facility.
Tucked between Pocomoke Sound to the west and barrier islands to the east, the area around NASA’s Wallops Island facility is home to giant mosquitos.
Imagine trying to concentrate on orbital welding for critical piping infrastructure while under attack from bloodsuckers the size of baseballs.
The welders were thankful for the pod-like protective shields we built to keep the bugs, wind and other environmental influences away from their critical work areas.
There’s no room for mistakes on a job like this, and we weren’t about to let mosquitos put a space mission in jeopardy.
Mission: Success
Thanks to a team effort from engineers, designers, welders and fabricators, these LFF skids and panels were instrumental to a successful launch.
In addition to delivering provisions, hardware and scientific equipment to astronauts stationed at ISS, the mission also successfully released several satellites into orbit for private customers.
We were truly proud to be part of the ground support effort for this project because our crews knew what was at stake.
Astronauts need tools and parts to make repairs. They need equipment to conduct their experiments. They need to eat. Resupplying the ISS is no easy errand.
Space agencies and aerospace organizations need partners who understand the gravity of their missions.
If there’s a mission on your horizon, now’s the time to think about who will help get it off the ground. Let’s talk about it.
Contact High Purity Systems
Have a question about a piping challenge? Want to discuss an upcoming project? Let’s talk.